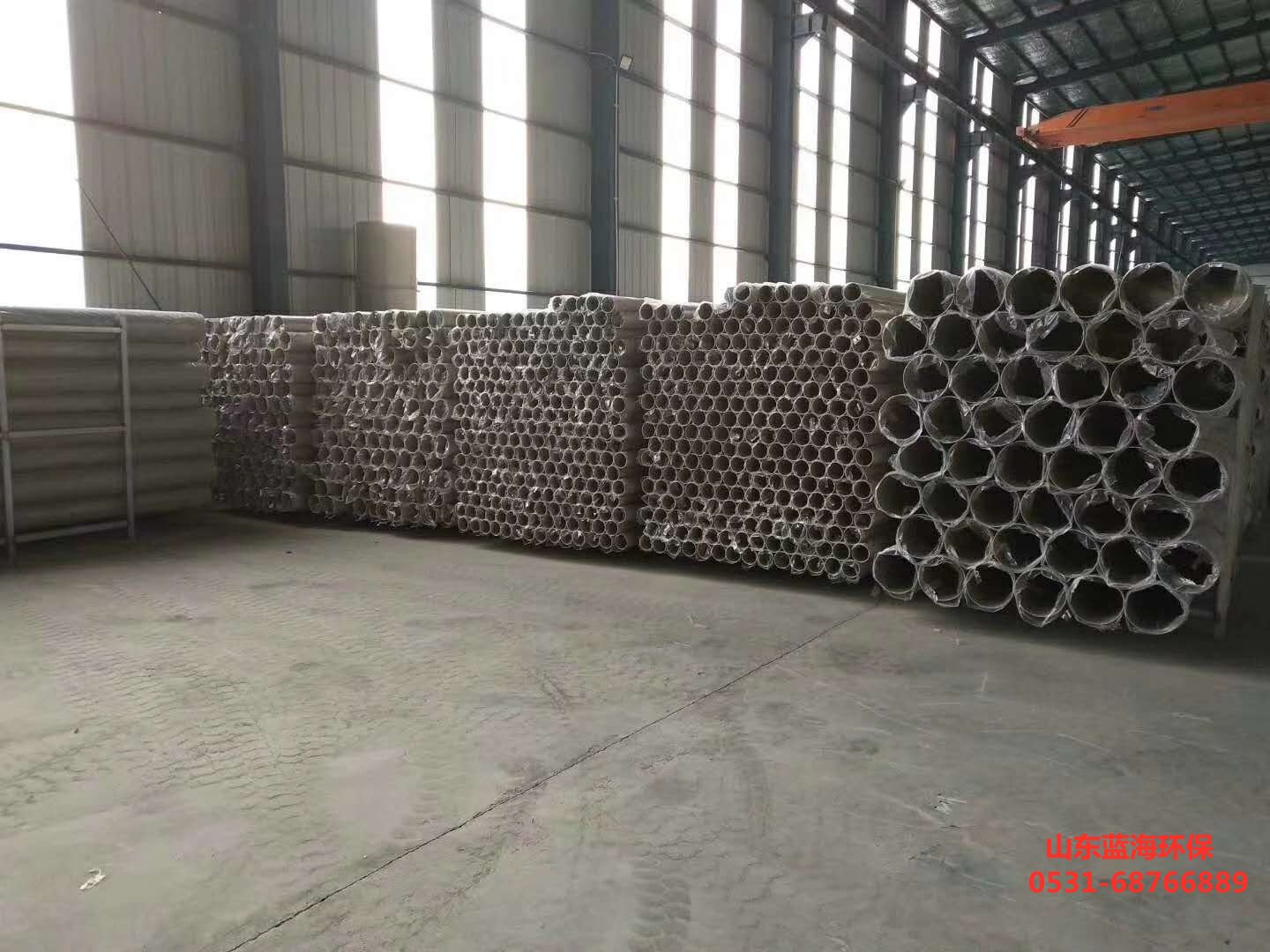
PPH管廠家告知你出產(chǎn)中模具制造及其水箱規(guī)劃
 來(lái)源:山東本藍(lán)環(huán)保設(shè)備科技有限公司
發(fā)布日期:2022-07-11 14:28
來(lái)源:山東本藍(lán)環(huán)保設(shè)備科技有限公司
發(fā)布日期:2022-07-11 14:28
PPH管廠家告知你出產(chǎn)中模具制造及其水箱規(guī)劃
出產(chǎn)PPH管道對(duì)模具也有必定的要求。PPH資料在擠出時(shí)會(huì)在機(jī)頭(模具)成型時(shí)發(fā)生分子取向,一起也會(huì)構(gòu)成內(nèi)應(yīng)力。
了能盡量減少這種現(xiàn)象,使PPH樹(shù)脂的功能在擠出加工過(guò)程中盡可能地保留下來(lái),對(duì)機(jī)頭的結(jié)構(gòu)規(guī)劃要求較高。機(jī)頭的壓縮比越***,機(jī)頭內(nèi)的熔體壓力也越***,發(fā)生內(nèi)應(yīng)力及分子取向現(xiàn)象也越嚴(yán)峻。因而,低壓縮比或非支架式機(jī)頭是規(guī)劃出產(chǎn)PPH管材機(jī)頭的主要準(zhǔn)則之一。因?yàn)樵跀D出機(jī)與機(jī)頭之間的過(guò)渡套中裝有分流多孔板,擠出物料的活動(dòng)將由旋轉(zhuǎn)運(yùn)動(dòng)變?yōu)橹本€運(yùn)動(dòng),活動(dòng)速率也進(jìn)一步趨向規(guī)范,所以機(jī)頭的容積不宜過(guò)***,壓縮比在2-3之間較適宜,芯棒的收縮角也不宜過(guò)***。微孔式(籃式)機(jī)頭結(jié)構(gòu)比較合適PPH管道的擠出成型。
為了能使PPH管材得到******的內(nèi)外表觀,必須添加機(jī)頭定形段的阻力,即機(jī)頭平直段長(zhǎng)度應(yīng)比擠出普通PP管材的機(jī)頭平直段長(zhǎng)度應(yīng)比擠出普通PP管材的機(jī)頭平直段長(zhǎng)。依照上述要求所規(guī)劃的PPH管材成型機(jī)頭從外觀上看,它是一個(gè)筒狀的小容積長(zhǎng)模頭。