PP風(fēng)管生產(chǎn)過程中的故障診斷與解決策略
 來源:山東本藍(lán)環(huán)保設(shè)備科技有限公司
發(fā)布日期:2024-07-13 15:02
來源:山東本藍(lán)環(huán)保設(shè)備科技有限公司
發(fā)布日期:2024-07-13 15:02
PP風(fēng)管生產(chǎn)過程中的故障診斷與解決策略
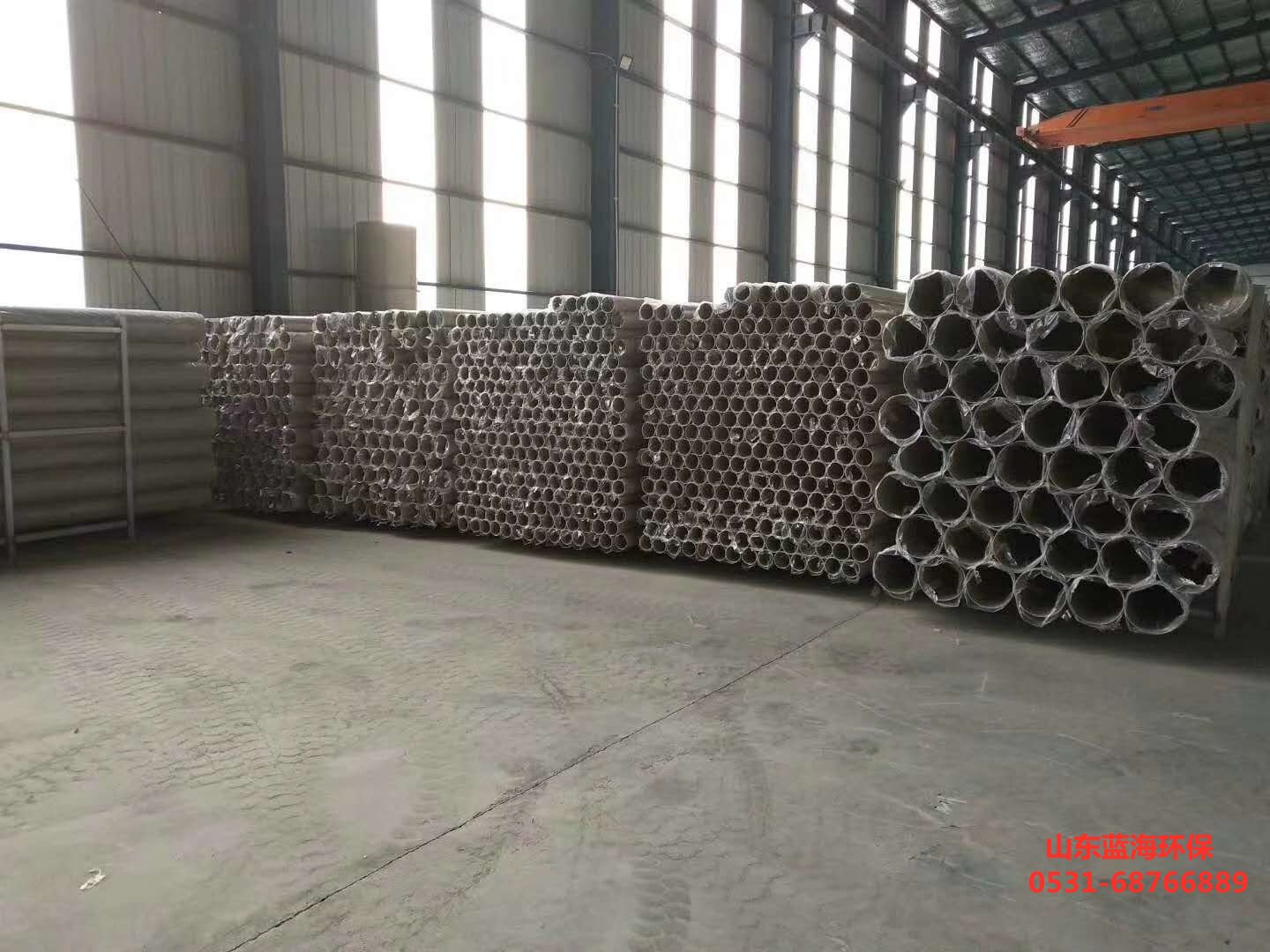
在塑料工業(yè)中,PP(聚丙烯)風(fēng)管以其***異的化學(xué)穩(wěn)定性、無毒性、耐熱性和電***緣性,廣泛應(yīng)用于化工、環(huán)保、食品等行業(yè)的通風(fēng)和排氣系統(tǒng)。然而,在其生產(chǎn)過程中,可能會遇到各種故障,影響產(chǎn)品質(zhì)量和生產(chǎn)效率。本文將詳細(xì)探討PP風(fēng)管生產(chǎn)中的常見故障及其解決方法,以保障生產(chǎn)的順利進(jìn)行。
1. 原料問題導(dǎo)致的故障
故障現(xiàn)象:PP風(fēng)管表面粗糙或有氣泡。
解決方法:確保使用的PP樹脂質(zhì)量合格,無濕氣和雜質(zhì)。存儲時要避免樹脂受潮,必要時進(jìn)行干燥處理。同時,檢查原料配比是否準(zhǔn)確,避免因添加劑比例不當(dāng)影響產(chǎn)品質(zhì)量。
2. 擠出機(jī)參數(shù)設(shè)置不當(dāng)
故障現(xiàn)象:風(fēng)管壁厚不均勻或強(qiáng)度不足。
解決方法:調(diào)整擠出機(jī)的溫控系統(tǒng),確保熔融溫度適宜。***化螺桿轉(zhuǎn)速和牽引速度,保證材料塑化******且均勻。定期對擠出機(jī)進(jìn)行維護(hù),防止機(jī)械老化引起的性能不穩(wěn)定。
3. 成型模具問題
故障現(xiàn)象:風(fēng)管形狀不規(guī)則或尺寸偏差***。
解決方法:檢查模具是否清潔,無殘留物阻塞流道。定期對模具進(jìn)行清潔和維護(hù),確保其***度。如模具磨損嚴(yán)重,需及時更換或修復(fù)。

4. 冷卻不充分
故障現(xiàn)象:風(fēng)管出模后變形或收縮率***。
解決方法:***化冷卻水系統(tǒng),保證足夠的冷卻水量和適當(dāng)?shù)睦鋮s速度。調(diào)整冷卻水槽的溫度和流速,確保風(fēng)管均勻冷卻。
5. 牽引裝置問題
故障現(xiàn)象:風(fēng)管拉伸不均或斷裂。
解決方法:檢查牽引輥的壓力是否均勻,調(diào)整至適當(dāng)壓力。確保牽引速度與擠出速度匹配,避免因速度差異導(dǎo)致風(fēng)管拉伸過度或不足。
6. 切割不準(zhǔn)確
故障現(xiàn)象:風(fēng)管長度不一致或切口不整齊。
解決方法:校準(zhǔn)切割設(shè)備,確保切割精度。檢查切割刀具是否鋒利,定期更換磨損的刀片。調(diào)整切割速度,使其與生產(chǎn)線速度同步。
7. 人為操作失誤
故障現(xiàn)象:生產(chǎn)過程中出現(xiàn)意外停機(jī)或產(chǎn)品質(zhì)量波動。
解決方法:加強(qiáng)操作人員培訓(xùn),提高其對設(shè)備的熟悉度和操作技能。建立嚴(yán)格的生產(chǎn)操作規(guī)程,減少人為因素對生產(chǎn)的影響。
總結(jié):
PP風(fēng)管的生產(chǎn)是一個復(fù)雜的過程,涉及多個環(huán)節(jié)和設(shè)備的協(xié)同工作。通過精細(xì)化管理,從原料選擇到設(shè)備維護(hù),再到操作人員的培訓(xùn),每一個環(huán)節(jié)都需要嚴(yán)格控制,以確保產(chǎn)品的高質(zhì)量和生產(chǎn)的高效率。當(dāng)出現(xiàn)故障時,應(yīng)及時分析原因并采取相應(yīng)的解決措施,避免問題的擴(kuò)***化和長期化。通過持續(xù)的改進(jìn)和創(chuàng)新,可以不斷提升PP風(fēng)管的生產(chǎn)水平,滿足市場的需求。
上一篇:PP風(fēng)管施工措施
下一篇:聚丙烯pp管加工工藝滿足需求