pp風(fēng)管銜接的方及相應(yīng)方法
 來源:山東本藍(lán)環(huán)保設(shè)備科技有限公司
發(fā)布日期:2022-02-19 16:01
來源:山東本藍(lán)環(huán)保設(shè)備科技有限公司
發(fā)布日期:2022-02-19 16:01
pp風(fēng)管銜接的方及相應(yīng)方法
假如pp風(fēng)管是熱熔承插的,就用熱熔器焊接,假如是熱熔對焊的就要用熱熔對焊機(jī)焊接,假如pp風(fēng)管是承插的就可以用塑料焊槍來焊接。pp風(fēng)管在焊接時經(jīng)過加熱或加壓或兩者并用,而且用或不必填充資料,使工件經(jīng)過到達(dá)原子間或分子間結(jié)合力而形成性銜接的工藝進(jìn)程,運(yùn)用放熱熔劑化學(xué)反應(yīng)作為熱源,預(yù)先把待焊兩工件的端頭固定在鑄型內(nèi)發(fā)生高溫使得工件銜接的方法。
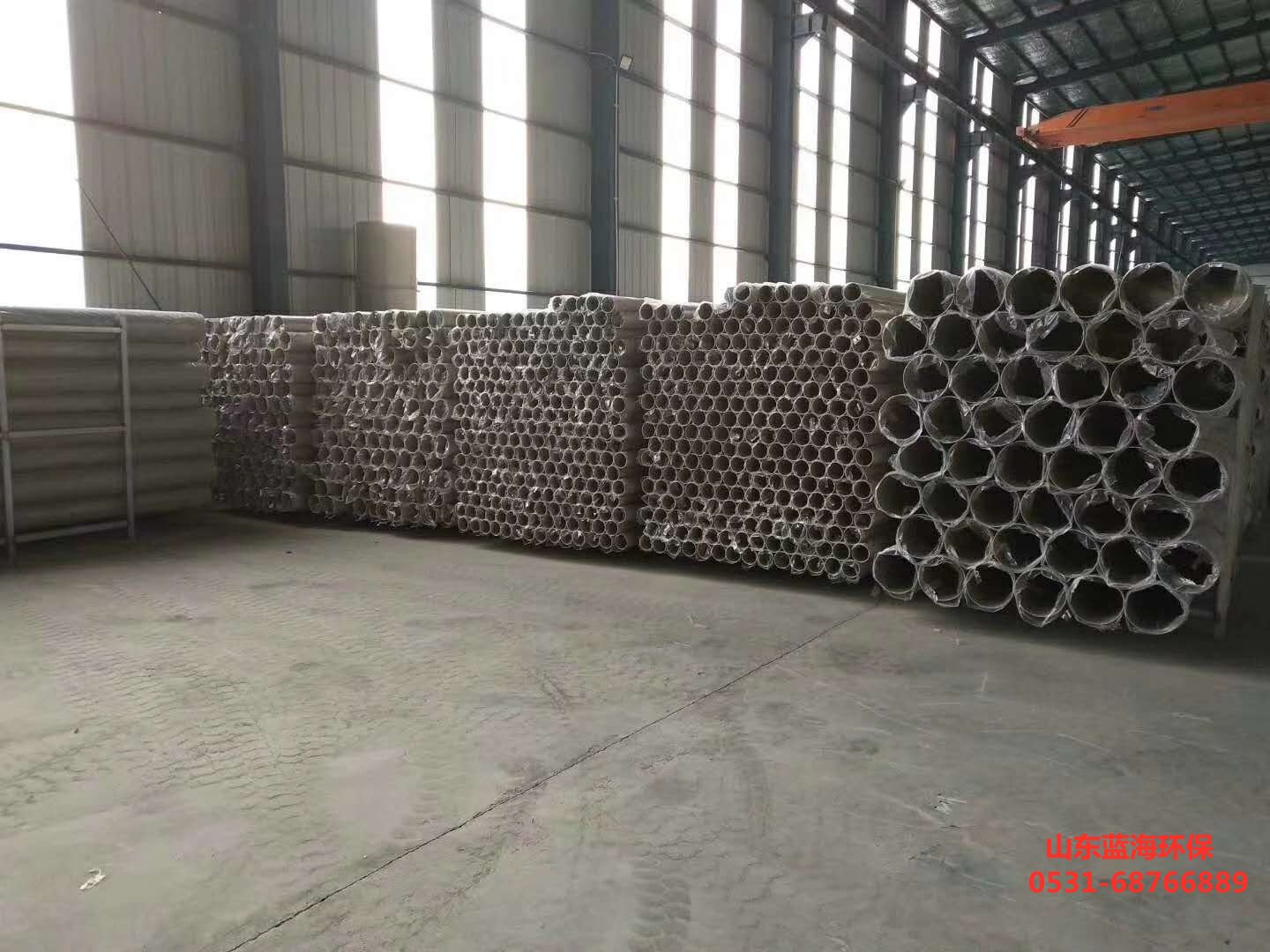
pp風(fēng)管也歸于一種支撐空調(diào)的產(chǎn)品,具有很強(qiáng)的抗腐蝕和避免老化的效果,在運(yùn)用的時分能夠很***的發(fā)揮出它的效果和價值,因?yàn)楸@涔艿赖睦淞渴墙?jīng)過支撐座可能會傳到結(jié)構(gòu)梁上面的,因而本產(chǎn)品的裝置是為了避免冷量傳達(dá),從而會發(fā)生冷橋,是起到隔熱、隔冷、減振或者是緩沖熱膨的效果。所以運(yùn)用的時分愈加的方便,裝置的時分簡略,可以滿足人們的需求。
pp風(fēng)管

熱熔東西接通電源,到達(dá)工作溫度,指示燈亮后方能開始操作;在切開管材,須使端面垂直于管軸線,管材切開一般運(yùn)用專用剪刀或管道切開機(jī),需要時運(yùn)用尖利的鋼鋸,但切開后管材斷面應(yīng)去除毛刺,銜接端面須清潔、干燥、無油污,應(yīng)注意其方向,在管件和管材的直線方向上,用輔助記號標(biāo)出其位置。在銜接時,無旋轉(zhuǎn)地把管端導(dǎo)入加熱套內(nèi),插人到規(guī)范的深度。
一起,無旋轉(zhuǎn)地把管件推到加熱頭上,到達(dá)規(guī)則標(biāo)志處;在到達(dá)加熱時刻后,立即把管材與管件從加熱套與加熱頭上一起取下,敏捷無旋轉(zhuǎn)地直插到所標(biāo)深度,使接頭處形成均勻凸緣,此時接頭可以校對,但禁止旋轉(zhuǎn)。熱熔銜接的關(guān)鍵技術(shù)是控制***加熱溫度、加熱時刻和冷卻時刻,且其受環(huán)境溫度影響較***。待到達(dá)規(guī)則冷卻時刻后,將管件蓋扣在pp風(fēng)管上。